Biomass to Ethylene (B2)
Authors: Stephen Lenzini [2015] , Matthew Hantzmon, [2015] and Joshua Lee.[2015]
Professors: Fengqi You & David Wegerer
Date Presented: March 13, 2015
Executive Summary
The purpose of this report is to present a sustainable and efficient process for the production of ethylene. The main process feed is corn stover, which is treated through milling and acid hydrolysis followed by neutralization and co-fermentation with the organism Zymomonas Mobilis. The ethanol is then purified and sent to a fixed bed catalytic reactor train using aluminum oxide on gamma-alumina. Ethylene purification is achieved through the introduction of an entrainer, tri-ethylene glycol, primarily to separate water from the mixture.
The plant capacity is 2000 MT/day of corn stover and will be located in Sioux City, Iowa. Iowa is a domestic leader in production of corn and thus serves as an optimal location for obtaining corn stover along with other various economic incentives. The plant will produce 260 MT/day polymer-grade purity ethylene. The major challenge is the production of wastewater, which approaches production of 2000 MT/day. Several treatment options are discussed in the report and should be considered carefully before process implementation.
Major design tradeoffs were considered for the development of this process. The choice of organism is left for implementation, but the results presented in this report include usage of Zymomonas Mobilis. A traditional yeast strain for fermentation would be considerably easier to control and maintain constant growth. Additionally, the number of reactors in the fixed bed reactor train is considered as well as the ethylene purification method.
An economic evaluation of this process was conducted and shows extreme viability for development and implementation. After summarizing various costs, a yearly profit was determined to approach eight million dollars. The net present value of the process is around 150 million dollars with an internal rate of return of thirty-five percent. These values illustrate the feasibility and attractiveness of the process design that supplement the previously mentioned sustainability and efficiency.
Going forward, laboratory-scale testing should be conducted in order to assess the physical feasibility of process scale-up. Additionally, this process assumed a deal with a waste treatment contractor in order to treat the large amount of wastewater that the process produces. This option proves economically unsound, and it would be more prudent to develop an on-site waste treatment facility.
In conclusion, this process achieves desired goals of creating a sustainable, environmentally sound method of producing ethylene without petroleum as a starting ingredient. The design and development of this process is considered a success for the field of process design and should be expanded upon and possibly implemented in the future.
Background
Initially, the design of this process began with the Technology Division of Evanston Chemical requesting a preliminary design and cost estimation of a manufacturing facility producing ethylene. Of the potential production routes available, we selected to investigate a plant that produces ethylene from a starting feed of biomass. The biomass will be converted to ethanol via fermentation, which is then converted to ethylene via catalysis. We selected this route because of our interest in a sustainable and efficient production of ethylene.
Each year, over 100 million metric tons of ethylene are produced through various processes (Wikipedia.com); this represents the largest annual production of any organic compound. Ethylene is a very common starting material in industrial processes as it is used in the creation of many polymers. Currently, most commercially available ethylene is produced through steam cracking with petroleum as a starting ingredient (Humbird, 2011). This is problematic in the long term: world petroleum resources are limited and ethylene demand will only increase as the use of polymers in industry becomes more common. We seek to design a renewable process that utilizes a corn stover feed, a cheap and easily accessible byproduct of growing corn. As fossil fuels become scarcer, we expect the value of such a process to increase over time, and we see substantial value in developing an industry leading biomass to ethylene production plant.
Design Approach
As mentioned above, our primary goal is to create a process that is sustainable and also highly efficient. Before researching comparable processes in industry, we defined a set of characteristics which believed would value both environmental and economic considerations. We focused on processes with low utility usage, low production of toxic waste, and avoidance of extreme temperatures and pressures.
Our initial investigation centered on a review of literature on similar processes. Though the production of ethylene from biomass is currently uncommon, there are many industrial processes that capture different parts of our process. Currently in industry we found many examples of plants which convert biomass to ethanol (Humbird, 2011; Kazi, 2011). Though somewhat less common, we were also able to find several examples of plants which produce ethylene with ethanol as a starting feed (Tsao 1979; Cameron 2012; Intratec Solutions 2013). Through separate analysis of each of these processes, we hoped to combine the designs into a single plant.
Before settling upon a final design, we searched potential plant locations where we would have a consistent source of biomass. Additionally, we hoped to leverage the environmentally friendly aspects of our process to receive tax credits for our plant investment and ethylene production. We decided upon Iowa for our plant location as the state produces substantial source of corn stover from their farms (Iowa Corn Growers Association), and the local governments use tax credits to encourage production with renewable resources (FAS.org). We chose to build our plant in Sioux City as the property tax in surrounding county is $13/$1000 of property value (iowataxrate.com), which is one of the lowest in the area.
Process Overview
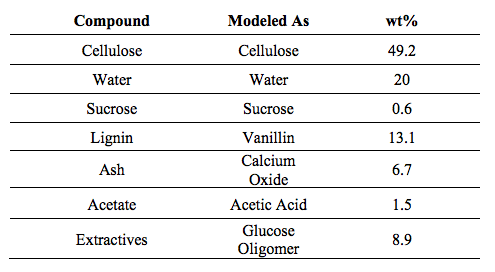
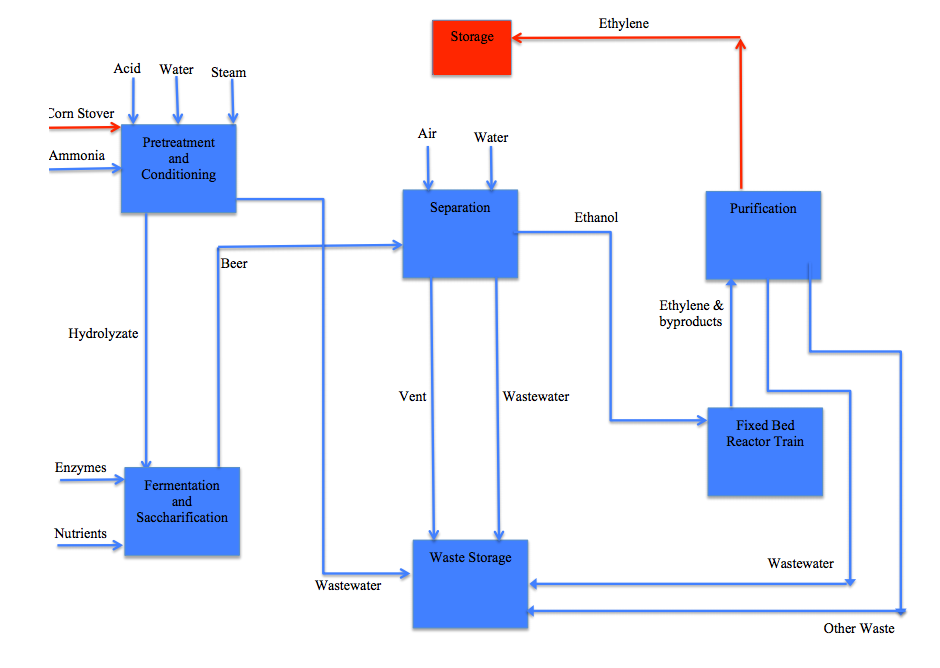
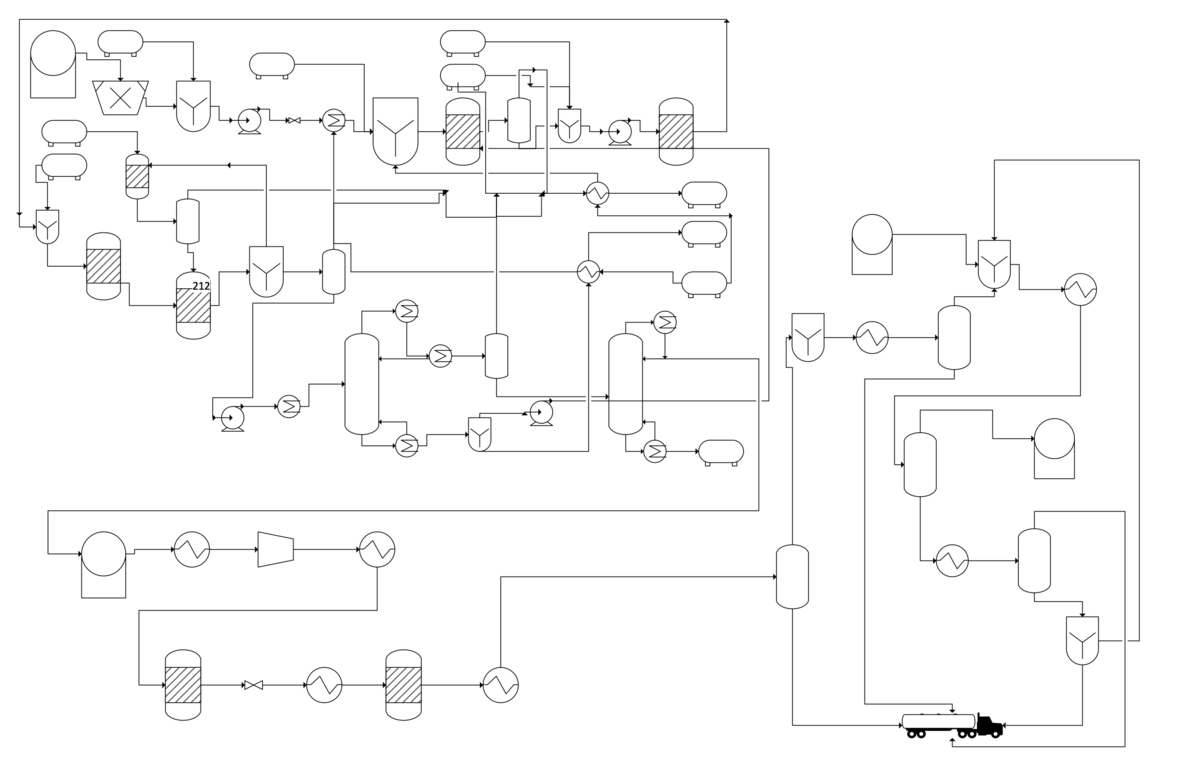
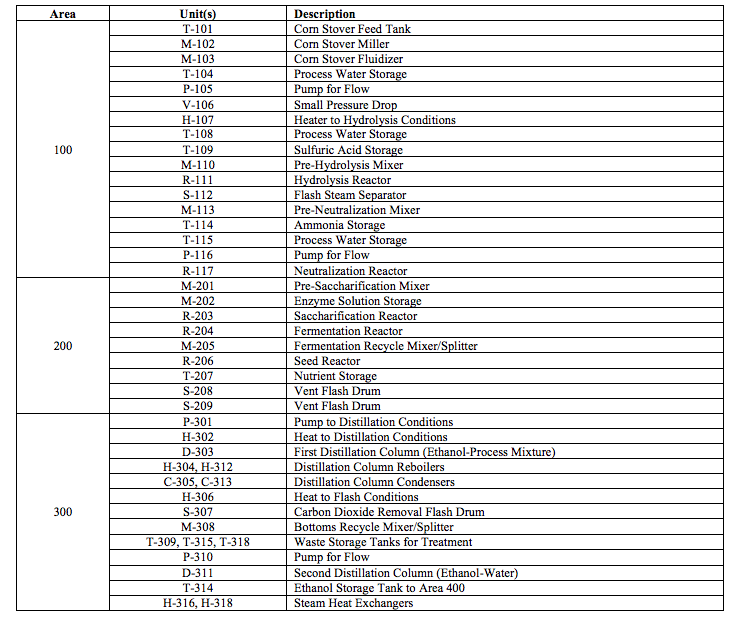
After review of processes with characteristics similar to our objective, we determine the series of steps necessary to convert corn stover to ethylene. Our process feed is pure corn stover, sourced from local farms. See Appendix 1 for information on the corn stover feed. Within our process the feed material is treated by dilute acid hydrolysis then followed by saccharification and fermentation to produce ethanol. The ethanol is then fed into distillation columns to be purified from byproducts. A sophisticated recycle method minimizes process loss of ethanol to 0.1%. The conversion of ethanol to ethylene takes place in a train of catalytic fixed bed reactors. The ethylene product is then purified using additional separation units that utilize tri-ethylene glycol (TEG) as an entrainer for water. See Appendix 2 for the generalized block flow diagram of the process. Generally, this process operates with very high yields, and we make an effort to minimize waste whenever possible. Even with best efforts there are still some aspects of our process that produce losses. In co-fermentation reactions, the microorganism can convert simple sugars to products other than ethanol the catalytic reactors, while the conversion of ethanol to ethylene also produces byproducts. Together, these undesirable reactions will serve to reduce overall process yield. We decided to design a plant with initial plant capacity set to 2500 MT/day of corn stover, with an initial practical capacity of 2000 MT/day throughput. This will produce about 21% MT ethanol per MT fed corn stover. The yield of ethylene on ethanol, as mentioned previously, approaches 99 percent. Ethylene production is 260 MT/day. We estimate about 1880 MT/day in wastewater production and 36 MT/day in other waste. See Appendix 3 for the overall process flow diagram.
Biomass to Ethanol Process
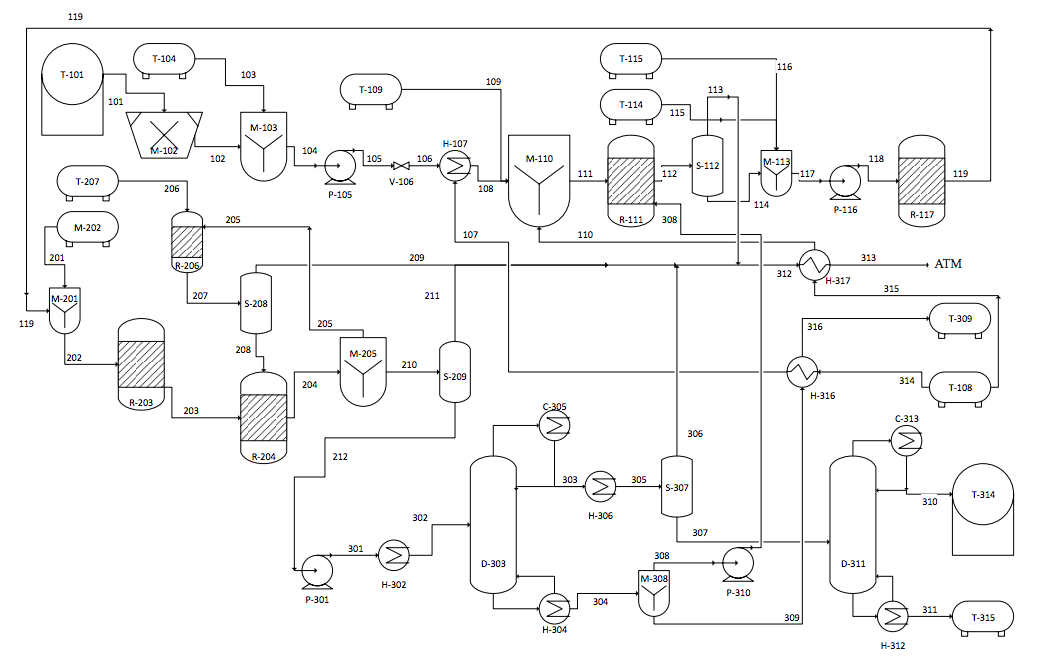
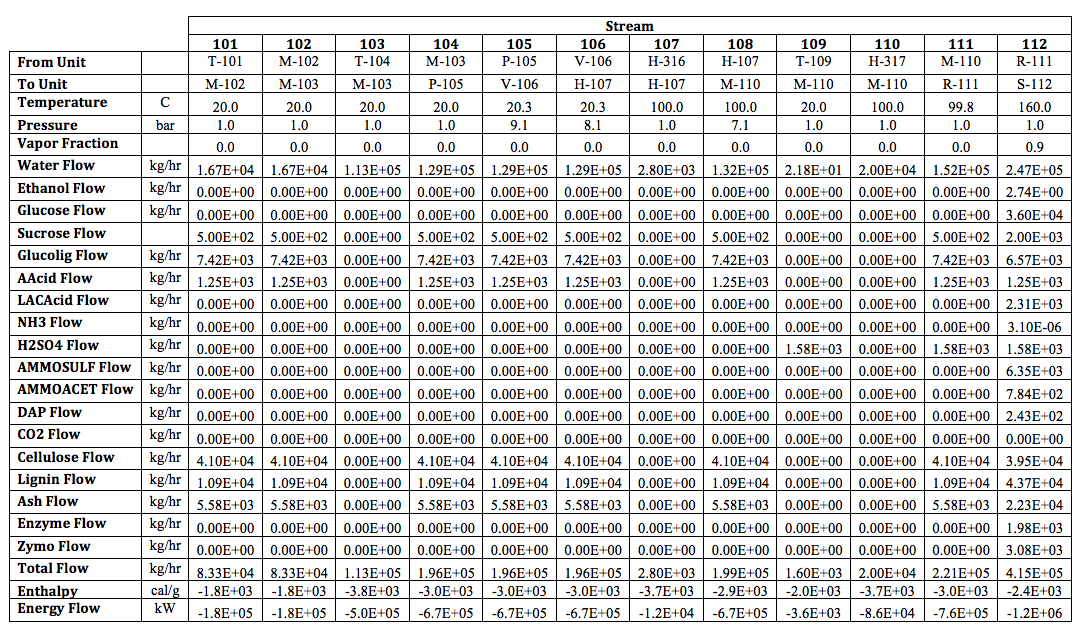
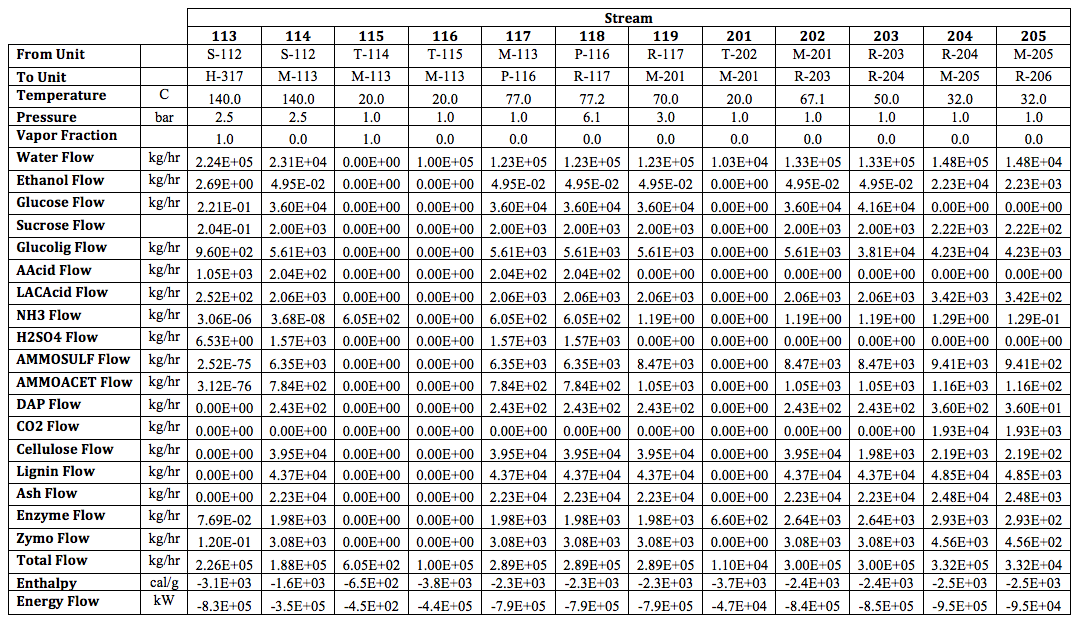
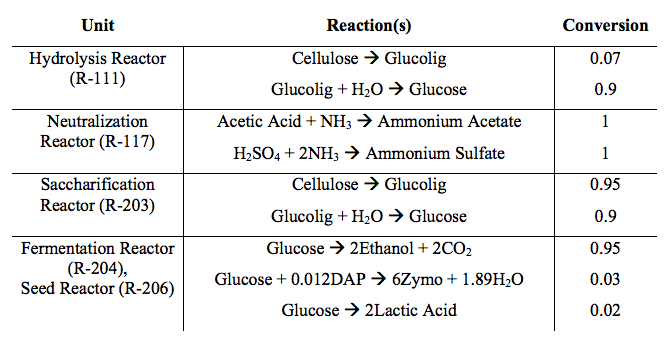
The corn stover is first ground into fine particles and fluidized with a large amount of water. Introduction of steam and sulfuric acid induce conditions necessary for hydrolysis of polysaccharides. After hydrolysis, an amount of ammonia is introduced to neutralize the stream for conditions necessary for fermentation. The main stream combines with a stream of cellulose enzymes in water in saccharification unit, which serves to break down the hydrolyzate into monosaccharides, primarily glucose and xylose. After entering the main fermenter, the organism Zymomonas Mobilis utilizes the monosaccharides for energy and produces ethanol through anaerobic co-fermentation. Various values conversion throughout these process units is given in Appendix 6.
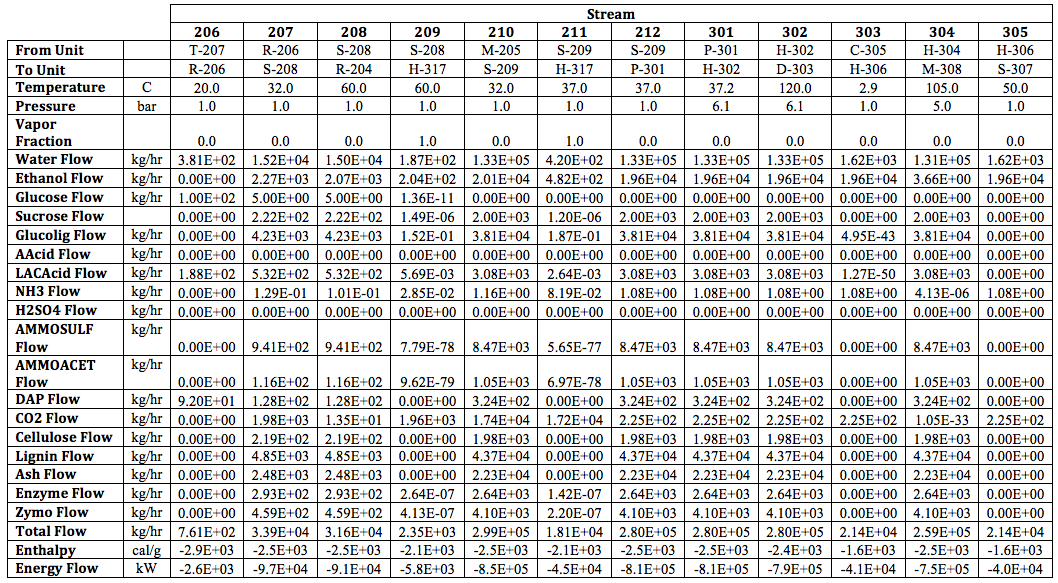
The presence of organism in the fermenter is maintained by recycling one tenth of the fermenter outlet to the smaller seed fermenter. Nutrients in the form of the corn steep liquor complex media as well as diammonium phosphate allow the organism to grow. The seed fermenter is then vented to remove excess carbon dioxide and enters the main fermenter.
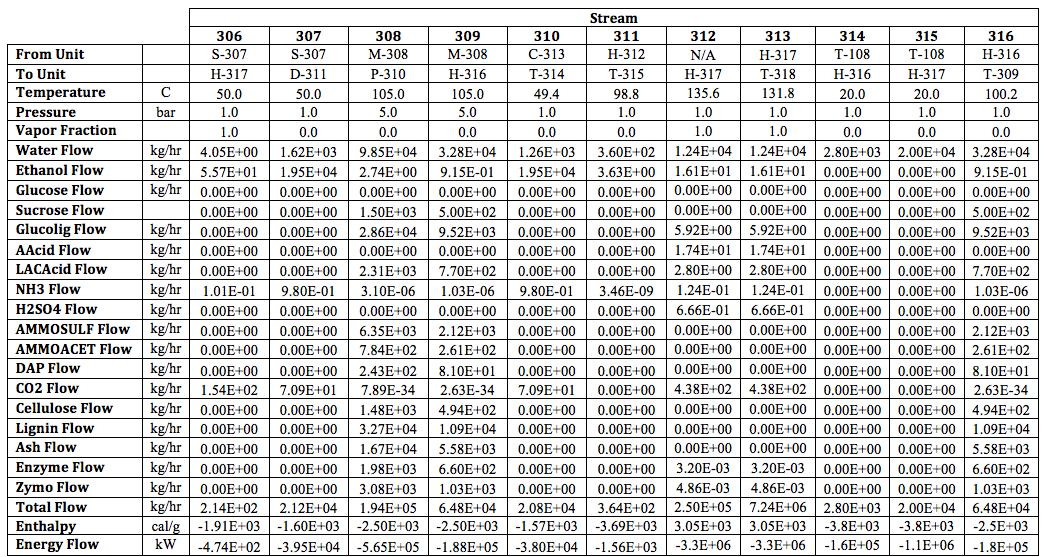
Ethanol produced through the co-fermentation enters a series of purification steps. Fist, it enters a venting unit to remove more carbon dioxide. Second, it enters a thirty-stage distillation column, which primarily removes major solids present in the feed solution. The resulting mixture of ethanol, water, and carbon dioxide is vented once again and send to another thirty-stage distillation column. This column purifies ethanol to the ethanol-water azeotrope, producing a stream of 95 wt% ethanol and 5 wt% water for further processing in the next section of the plant.
All major vent waste streams are combined and utilized to create process steam before being vented to the atmosphere. All components other than water are extremely dilute and meet regulation criteria. The other major wastewater stream is also utilized to create process steam before storage in a wastewater tank for further processing and possible recycling back into the process.
Ethanol to Ethylene Process
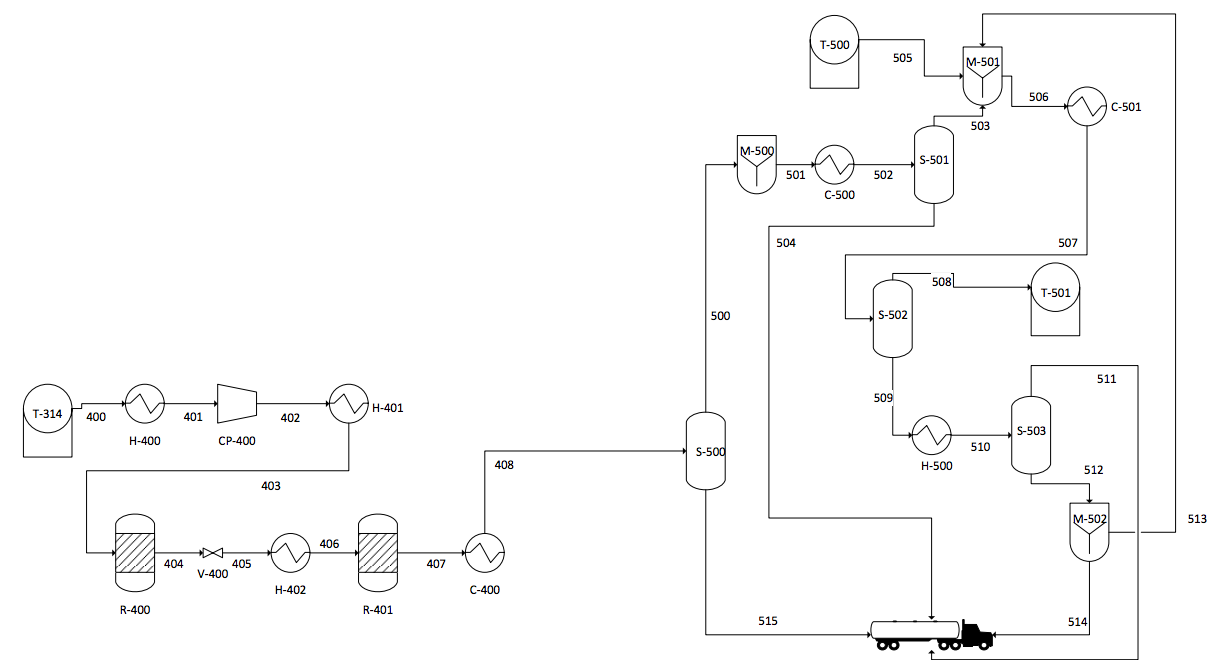
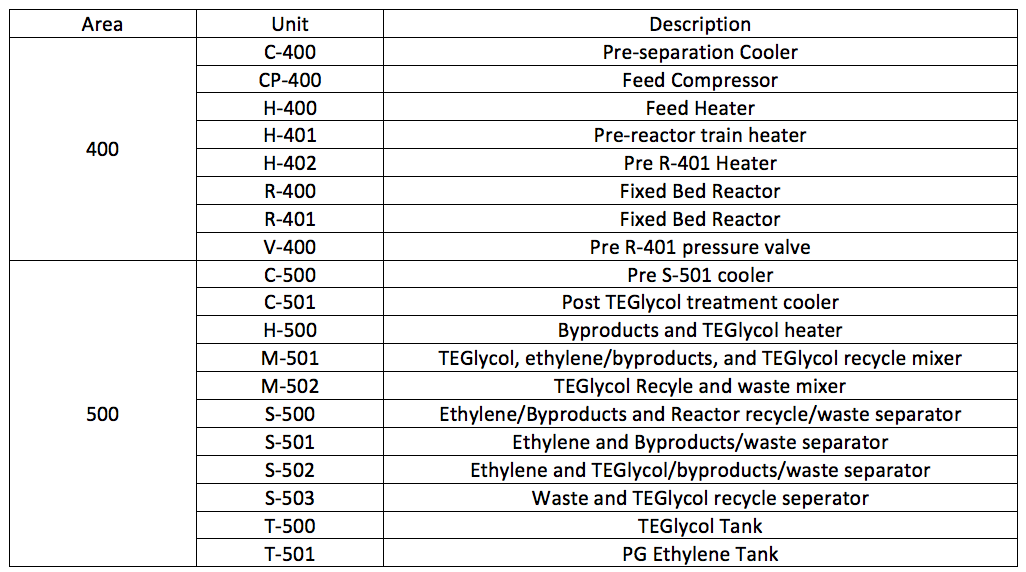
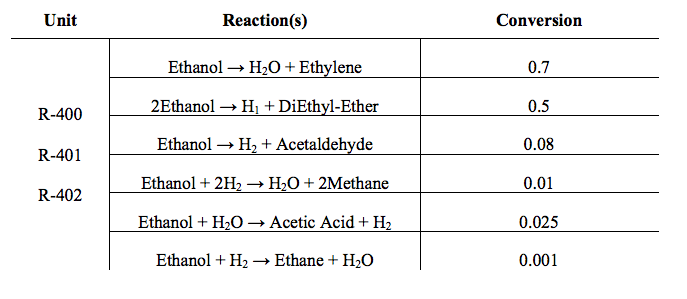
After leaving section 300, the ethanol enters the reaction section comprised of two adiabatic fixed bed reactors. It is subjected to a dehydration reaction to convert it to ethylene. These fixed bed reactors are filled with gamma-alumina, a catalyst for this reaction. In addition to ethylene, several byproducts are formed, which include, diethyl ether, methane, ethane, acetaldehyde, acetic acid, and water. The products from the reactor section are set to the separation section (500) where the ethylene can be purified.
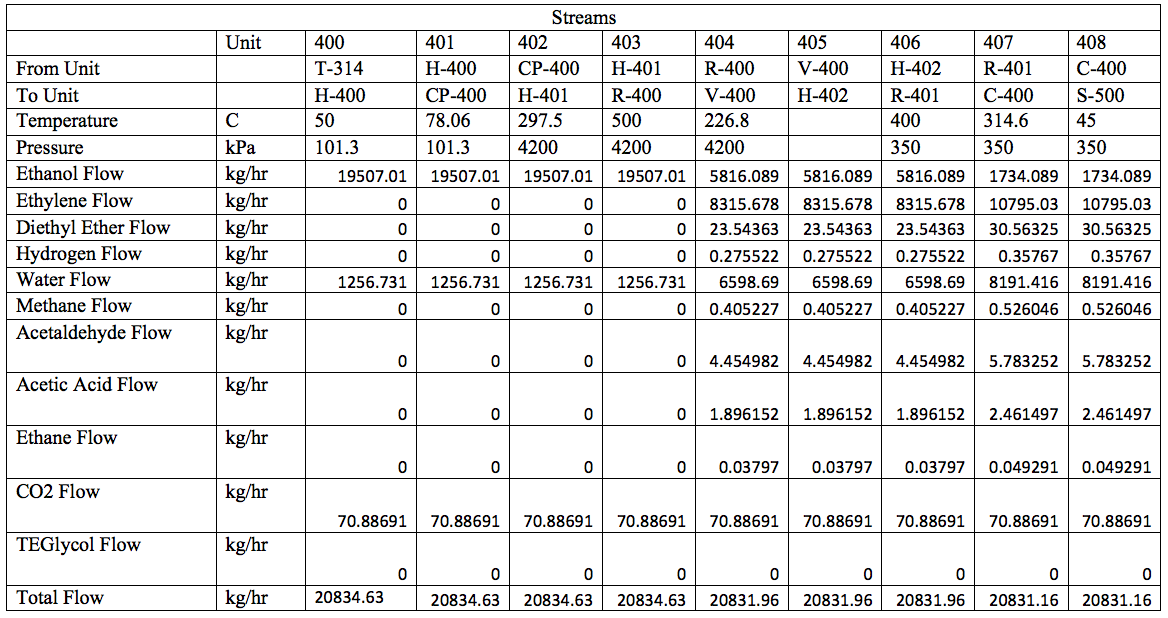
The ethanol entering section 400 must be pressurized to 40 bar and heated to 530 C prior to entering the reactor train. This increases reaction selectivity for our desired product, ethylene. Afterwards, the ethanol enters reactor R-400 to initiate the formation of ethylene. Each subsequent reactor increases the extent of reaction, which will increase ethylene and byproducts concentrations while lowering ethanol concentration in the outlet. The reactors calculate conversion of ethanol as a function of temperature. For our operating temperature and pressure, the conversions of each reaction are summarized in Appendix 6.
The reaction is exothermic so the outlets of reactors R-400 and R-401, streams 403 and 405, must be heated back to optimal reaction temperature. As the outlet of this reaction train is at a very high temperature (400 C) and pressure (62 bar), it must pass through a depressurizing valve and a cooler prior to entering the separation section. Once the stream (409) is at less extreme conditions (80 0C and 3.5 bar), it enters the separation section (500).
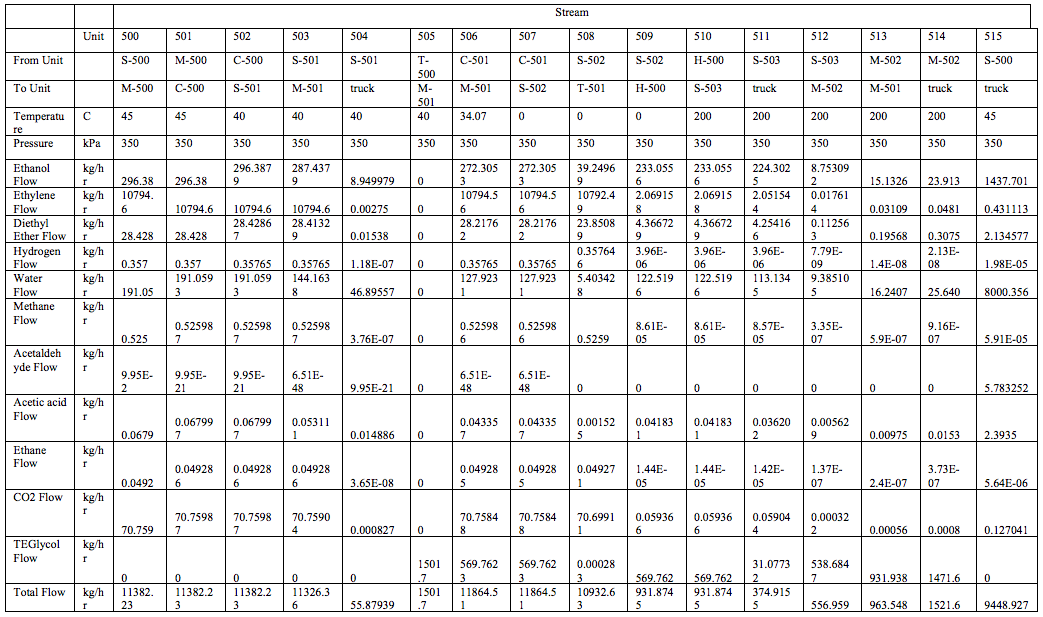
Stream 409 leads into the first flash separator (S-500), which removes a bulk of the water that is formed in the reaction section. The wastewater (513) is sent for treatment at a different facility. Stream 500 contains our ethylene, along with several byproducts, water, and unreacted ethanol. The pressure of this stream must be lowered to 1 bar and cooled to 80 C, prior to entering mixer M-500.
Mixer M-500 mixes stream 502, 503, and 511 into stream 504, which enters our second flash separator. Stream 502 is simply our depressurized and cooled product stream, stream 503 is fresh tri-ethylene glycol (TEG), and stream 511 is recycled TEG. The TEG is useful in our process because it is miscible with water and in flash separations it causes a greater fraction of water to remain in the liquid phase. It allows separator S-501 to efficiently separate ethylene from stream 505 and purify it to a mole fraction of .992. The product is stored in tank T-501. The other outlet of S-501, stream 506, contains water, byproducts, and TEG. Stream 506 must be heated to 10 C prior to entering our last separation unit, S-502, which yields stream 510 (Recycle TEG), stream 512 (waste water), and stream 508 (byproducts). The wastewater (stream 512) is outsourced to a waste treatment facility while our byproducts stream (508) is burned and used as fuel. This concludes our process. Besides the polymer grade ethylene all other outlet streams are either burned or treated and released.
Design Trade-offs and Process Alternatives
While developing this process, our team had numerous design trade-offs that we had to consider to optimize our process. In our efforts to keep our process environmentally friendly and reduce wasted material and energy, we have considered the following process alternatives.
The choice of organism for the fermentation involved a tradeoff between efficiency and stability. Zymomonas mobilis is a relatively novel bacteria strain that efficiently converts simple sugars to ethanol relative to yeast. This organism is much harder to control; it is more sensitive to conditions. The conversions reported in this design include those of Z. mobilis. For a scale-up, it is recommended to first introduce yeast to the system to achieve certain outputs. Once this system is stable, the process can be more finely tuned and controlled to obtain the better efficiency provided by Z. Mobilis.
One major design trade-off that our team needed to analyze was the length of the reaction train. Several sources we reviewed used 3-4 reactors, a design we originally utilized. After introducing utility costs to our optimization, we found that a third reactor hardly increases conversion while still being a significant electricity cost. As a result we have chosen to include only two reactors in our plant. A comparison of conversion between the output of a two and four reactor system found a negligible difference in conversion. As we are still able to produce polymer grade ethylene with two reactors we find no negative aspects of this design change.
Another area where we considered alternatives were separation techniques we used in section 500. After our reaction section, we must purify our ethylene stream by removing water, ethane, acetaldehyde, acetic acid, and other byproducts of our reaction. We considered several different distillation techniques, including pressure swing distillation and cryogenic distillation. For its simplicity we ultimately implemented a Triethylene Glycol (TEG) treatment prior to our flash separation process. Initially distillation seemed like the most intuitive method to implement, the large increase in utility and capital costs led us to use more simple separators. Ultimately, TEG separation was our choice as it avoided extreme operating conditions and also required only flash separators to achieve our desired purity. Pressure swing distillation involved varying operating conditions and cryogenic distillation ended up being extremely expensive. The energy requirements required for such low operating temperatures proved unrealistic.
Economic Evaluation
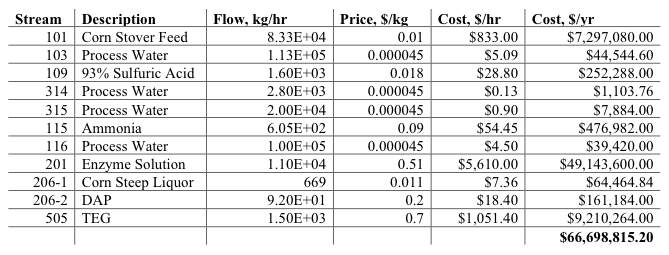
After the process has been designed it is possible to conduct an economic analysis that will demonstrate whether the design can be profitable. To determine profitability of a long-term process it is important to estimate both initial plant capital costs as well as yearly variable costs associated with running the plant. To determine initial capital costs we sized and calculated price of units from correlations. Aspen Process Economic Analyzer aided with initial size and cost estimates. Installation costs were determined from correlations we found in literature (Towler, 2012). The major costs associated with the process derive from cost of feed materials (ICIS.com), which are summarized in Table 1.
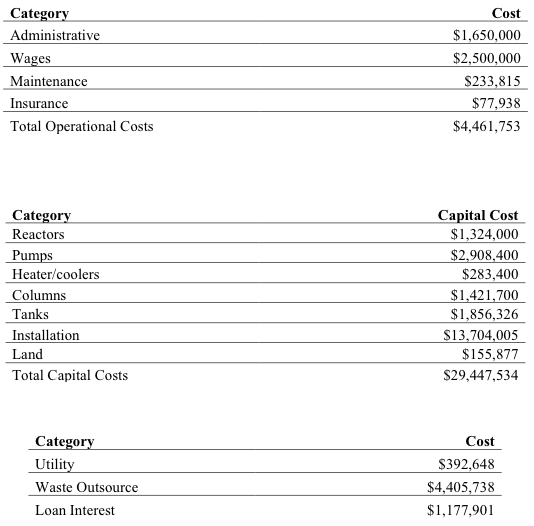
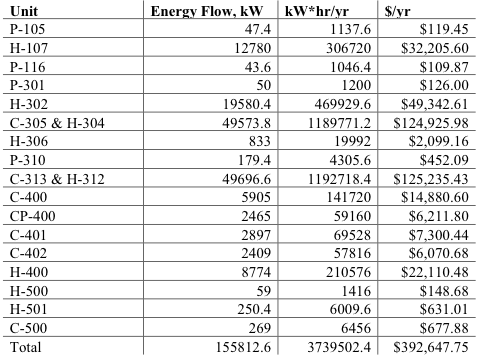
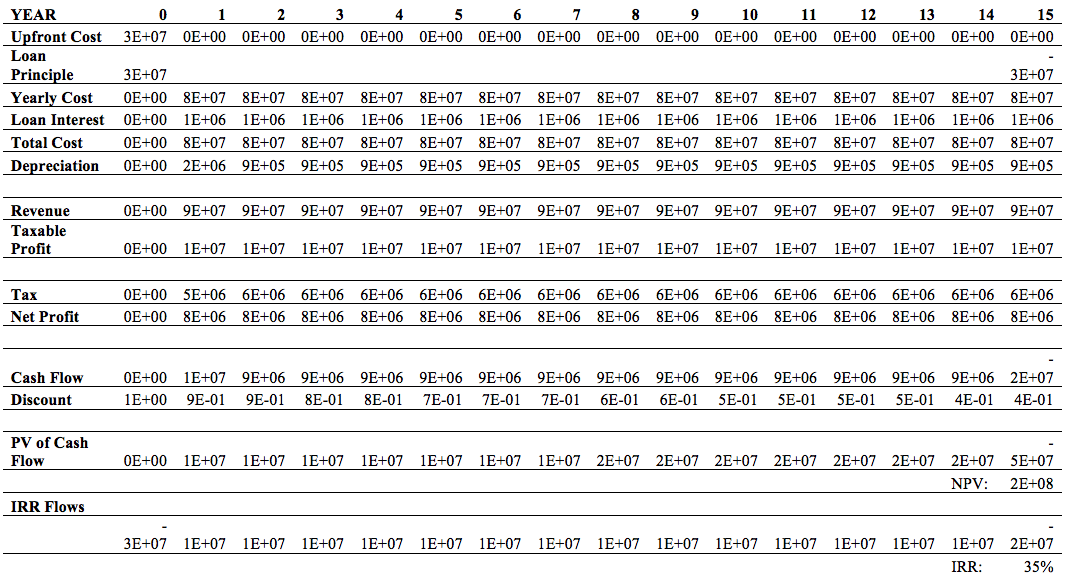
The yearly costs associated with our production can be grouped into three distinct categories: utilities, materials, and plant overhead costs. Overhead costs can further be broken down into worker wages, maintenance costs, insurance and administrative costs. All of these costs were determined using correlations that derived them from plant cost and yearly throughput (Towler, 2012). Additionally, we assumed our plant took out a loan equal to the upfront costs to afford the construction. The interest rate on this loan is 4%, using 15-year bonds of public chemical companies for reference. A summary of all of these estimated costs and revenues is given in Appendix 8, and process utility costs12 are summarized in Appendix 9.
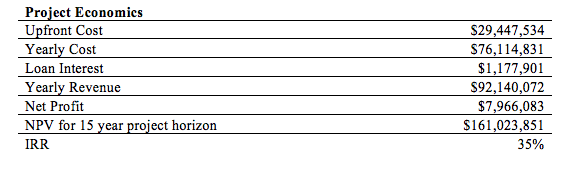
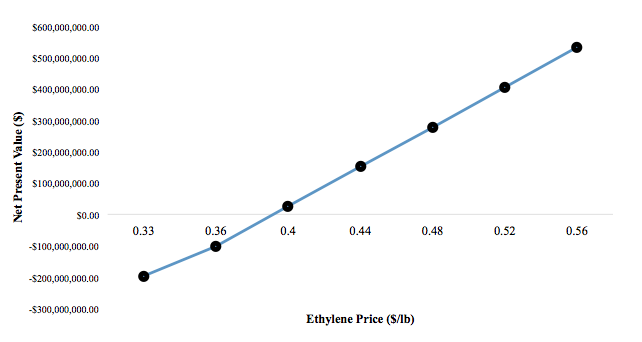
The only revenues that our plant receives are those for the sale of ethylene. When ethylene is selling for $.443 per gallon, as we found on the most recent market estimates, our yearly revenues are $92 million. After tax we make a yearly profit of about $8 million. Using a 15-year project horizon, a 6.32% cost of capital, and a straight-line depreciation, we found that our project has a NPV of $161 million. Projecting all the cash flows over the life of the project result in an IRR of 35%. Both the NPV and the IRR result indicate that our project is a profitable investment. A summary of these values is given in Table 1. The detailed net present value analysis is given in Appendix 10.
Though our project is profitable now, it is important to conduct a sensitivity analysis to determine if our project will remain profitable when market prices of associated materials change. Over the past 6 months the market price of ethylene has decreased by about 30%. Though we are still profitable at prevailing market prices, our sensitivity analysis finds that it would take a further 11% decrease in the price of ethylene to a market price of $0.392/lb for our project to have a negative net present value. Figure 1 shows the NPV of our project for different market prices of ethylene.
Conclusion and Recommendations
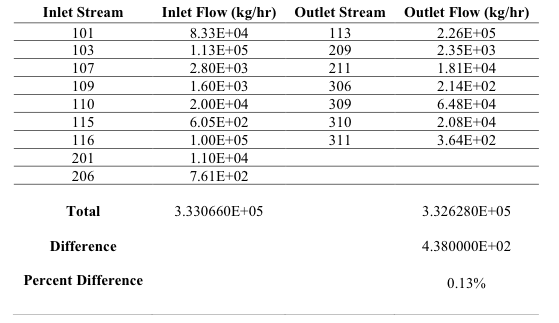
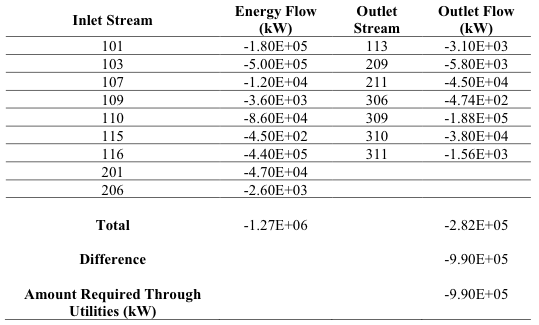
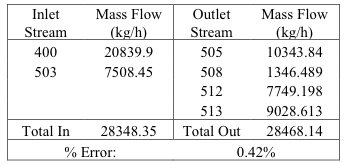
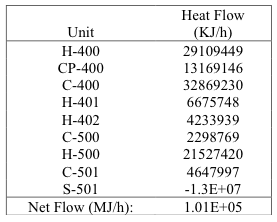
With the design of our process, we were able to conduct economic estimates for the life of our project. After completing these estimates we have determined that our process is feasible from both a chemical as well as economic standpoint. Aspen and HYSYS simulation resulted in negligible mass and energy balances error. Using pricing correlations and economic estimates from industry we were able to determine a realistic estimate of cash flows for the life of our plant. This design is highly attractive, resulting from the finding that a robust analysis finds our project to have a positive net present value. Additionally our process is uncommon in its use of biomass as a starting material for ethylene production, and this uncommon feature adds many design complications. The process is still profitable even with these complications, and we find this to be a success for the future of the renewable energy industry.
The current process design outsources our wastewater to an outside process facility. Though the more expensive option, water treatment is still a negligible capital cost in our project, so we decided to simplify our process and accept the slightly higher cost. If given more time, in order to improve the robustness of our design, we would consider alternate, cheaper options to process our wastewater.
One such option, and possibly the most economically viable for the long-term, would be building an in-house water treatment facility. This would allow us to remove all hazardous material and pump the clean water into the sewer system. Though the initial capital cost would be fairly high, the long-term benefits of avoiding paying a contractor would outweigh the costs. Alternatively we could consider negotiating a deal with the city. A majority of our wastewater is not hazardous and only contains very dilute organic compounds. With permission from the surrounding county, we would plan on attempting to negotiate a contract allowing us to pump our waste directly into the sewers where it would be cleaned by the city’s water processing plant. Either of these plans would be cheaper than our current choice of a private contract, and further investigation and improvement of this process could start with a cost-benefit analysis of waste treatment.
References
Cameron, G., Le, L. Process Design for the Production of Ethylene from Ethanol. Published 2012. Available at: <http://repository.upenn.edu/cgi/viewcontent.cgi?article=1036&context=cbe_sdr>. Accessed 13 March 2015
Humbird, D., Davis, R., Tao, L., Kinchin, C., Hsu, D., Aden, A. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol: Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover. Published 2011. Available at: <http://www.nrel.gov/docs/fy11osti/47764.pdf>. Accessed 13 March 2015.
Kazi, F., Fortman, J., et al. Techno-Economic Analysis of Biochemical Scenarios for Production of Cellulosic Ethanol. Published 2011. Available at: <http://www.nrel.gov/docs/fy10osti/46588.pdf>. Accessed 13 March 2015.
ICIS.com. Indicative Chemical Prices A-Z [Internet]. c2015 [cited 13 March 2015] Available at: <http://www.icis.com/chemicals/channel-infochemicals-a-z/>.
Intratec Solutions, LLC. Green Ethylene from Ethanol via Dehydration. Published, 2013. Available at <http://base.intratec.us/home/chemical-processes/ethylene/green-ethylene-from-ethanol-via-dehydration-research-economics>. Accessed 13 March 2015
Iowacorn.org [Internet]. Iowa Corn Growers Association. “Infographics”. c2015d [Cited 13 March 2015]. Available at < http://www.iowacorn.org/en/corn_use_education/infographics/>
Iowataxrate.com [Internet]. Property Tax. N.p., n.d. Plymouth County. Published Web 30 Jan. 2015 [Cited 13 March 2015]. <http://www.lowtaxrate.com/iowa/plymouth-county>.
FAS.org [Internet]. Congressional Research Service. Biofuels Incentives: A Summary of Federal Programs (n.d.): Published 11 Jan. 2013. Electronically Published 25 Jan. 2015 [Cited 13 March 2015]
EssentialChemicalIndustry.org [Internet[. The Essential Chemistry Online. “Ethene (Ethylene)”. c2015d [Cited 13 March 2014] Available at <http://www.essentialchemicalindustry.org/chemicals/ethene.html>.
Towler G, Sinnott R. Chemical Engineering Design: Principles, Practice and Economics of Plant and Process Design. 2nd ed. Boston: Elsevier; 2013.
Tsao, U. & Zasloff, R., inventors; The Lummus Company, assignee. Production of Ethylene from Ethanol. United States Patent No. 4,134,926. 1979 Jan 16.
EIA.gov [Internet]. U.S. Energy Information Association. State Energy Profiles. c2015 [Cited 13 March 2015]. Available at: <http://www.eia.gov/electricity/state>.
Wikipedia.com [Internet]. Ethylene. c2015 [Cited 13 March 2015] Available at <http://en.wikipedia.org/wiki/Ethylene>.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}